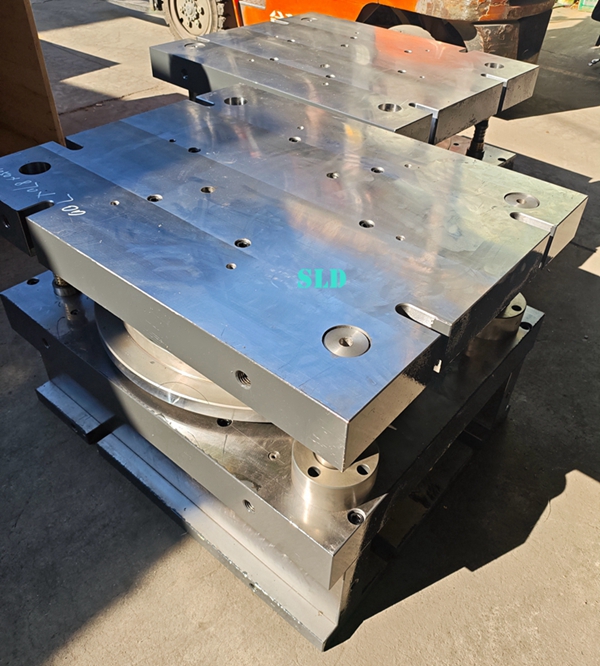
Single & Double-Operation Blanking Die for Punching Circular Blanks
This die is a stamping tool that shears steel coils/plates into precise circular blanks for LPG cylinder production. It cuts clean, uniform discs via punch-die shear action, providing high-precision blanks ready for deep drawing into cylinder shells (bodies/domes/halves).
Share:





Single & Double-Operation Blanking Die for Punching Circular Blanks
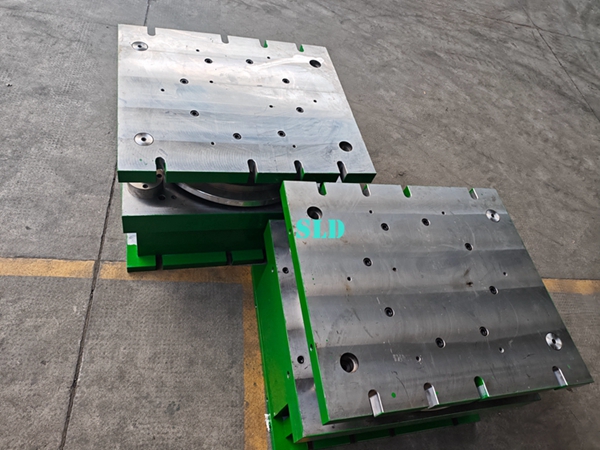
Blanking Die for LPG Cylinder Semi-Finished Discs
This die is a stamping tool that shears steel coils/plates into precise circular blanks for LPG cylinder production. It cuts clean, uniform discs via punch-die shear action, providing high-precision blanks ready for deep drawing into cylinder shells (bodies/domes/halves).
A press tool that cuts flat steel like steel coil into perfect circles to be formed into cylinder bodies (domes/halves). It delivers high accuracy, clean edges, and material efficiency—critical for reliable cylinder fabrication.
Manufacturing Process of Circle Blanking Die / LPG Cylinder Head Blanking Die
1. Preliminary Design
Determine the disc diameter, sheet thickness and materials (special steel plates for gas cylinders such as Q235B, HP295) according to cylinder specifications.
Determine the die structure: single-operation blanking die / compound die, and guide post & guide bushing guiding mode.
Calculate blanking force, stripping force and ejecting force, and select the tonnage of the press machine.
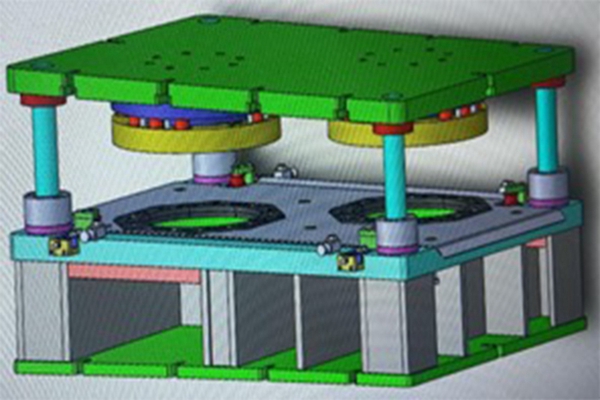
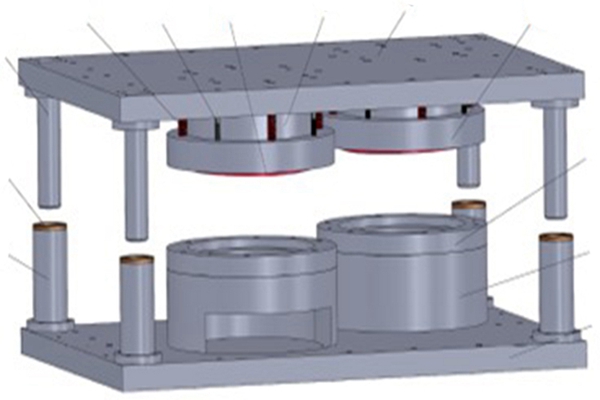
Draw the general assembly drawing of the die and part drawings of punch, die, stripper plate, die holder, etc.
2. Material Preparation
Die set: standard die holders, guide posts, guide bushings.
Working parts: punch and die made of die steels such as Cr12MoV, CrWMn, D2.
Auxiliary parts: stripper plate, ejector plate, fixing plate, backing plate, screws, dowels, etc.
3. Rough Machining
Milling: six-surface leveling of die holders, fixing plates and stripper plates.
Forging / Milling: basic shape processing of punch and die blanks.
Drilling: pre-drilling of screw holes, dowel holes and stripper screw holes on various plates.
4. Heat Treatment (Key Process)
Punch and die blanks shall undergo:
Quenching + low-temperature tempering
Hardness reaching HRC58–62
to ensure wear resistance and chipping resistance, meeting the requirements of mass blanking of gas cylinder steel plates.
5. Finish Machining
Precision grinding of six surfaces by grinder to ensure parallelism and perpendicularity.
Machining of circular cutting edges of punch and die by jig grinding / WEDM (Wire Electrical Discharge Machining).
Precision grinding of cutting edges to ensure uniform clearance (reasonable clearance allocation according to sheet thickness).
Precision grinding and matching of stripper plate and ejector plate.
6. Parts Assembly
Install the punch and punch fixing plate.
Install the die and die fixing plate.
Assemble guide posts & guide bushings, stripping mechanism and ejecting mechanism.
Adjust blanking clearance to ensure uniform circumferential clearance.
Fasten screws and drive in locating dowels.
Blanking Die for LPG Cylinder Semi-Finished Discs
This die is a stamping tool that shears steel coils/plates into precise circular blanks for LPG cylinder production. It cuts clean, uniform discs via punch-die shear action, providing high-precision blanks ready for deep drawing into cylinder shells (bodies/domes/halves).
A press tool that cuts flat steel like steel coil into perfect circles to be formed into cylinder bodies (domes/halves). It delivers high accuracy, clean edges, and material efficiency—critical for reliable cylinder fabrication.
Manufacturing Process of Circle Blanking Die / LPG Cylinder Head Blanking Die
1. Preliminary Design
Determine the disc diameter, sheet thickness and materials (special steel plates for gas cylinders such as Q235B, HP295) according to cylinder specifications.
Determine the die structure: single-operation blanking die / compound die, and guide post & guide bushing guiding mode.
Calculate blanking force, stripping force and ejecting force, and select the tonnage of the press machine.
Draw the general assembly drawing of the die and part drawings of punch, die, stripper plate, die holder, etc.
2. Material Preparation
Die set: standard die holders, guide posts, guide bushings.
Working parts: punch and die made of die steels such as Cr12MoV, CrWMn, D2.
Auxiliary parts: stripper plate, ejector plate, fixing plate, backing plate, screws, dowels, etc.
3. Rough Machining
Milling: six-surface leveling of die holders, fixing plates and stripper plates.
Forging / Milling: basic shape processing of punch and die blanks.
Drilling: pre-drilling of screw holes, dowel holes and stripper screw holes on various plates.
4. Heat Treatment (Key Process)
Punch and die blanks shall undergo:
Quenching + low-temperature tempering
Hardness reaching HRC58–62
to ensure wear resistance and chipping resistance, meeting the requirements of mass blanking of gas cylinder steel plates.
5. Finish Machining
Precision grinding of six surfaces by grinder to ensure parallelism and perpendicularity.
Machining of circular cutting edges of punch and die by jig grinding / WEDM (Wire Electrical Discharge Machining).
Precision grinding of cutting edges to ensure uniform clearance (reasonable clearance allocation according to sheet thickness).
Precision grinding and matching of stripper plate and ejector plate.
6. Parts Assembly
Install the punch and punch fixing plate.
Install the die and die fixing plate.
Assemble guide posts & guide bushings, stripping mechanism and ejecting mechanism.
Adjust blanking clearance to ensure uniform circumferential clearance.
Fasten screws and drive in locating dowels.
7. Final Inspection & Warehousing






Blanks steel sheets into accurate round discs (the first step in making LPG cylinders).
Ensures dimensional precision and consistent quality for subsequent deep drawing.
Boosts material utilization and production efficiency in mass manufacturing.
1.Blanking Die: A stamping die that separates a blank from a sheet metal along a closed contour.
2. Circle Blanking Die: General standard term, specifically referring to a blanking die for punching circular blanks.
3. LPG Cylinder Head Blanking Die: Special term in the gas cylinder industry, as the circular blanks are used for subsequent drawing into the upper and lower heads of cylinders.
Common Names in Factories / Workshops:
Circle blanking die / round blanking die
Head blanking die / head cutting die
Disc punching die / circular disc stamping die
Structural Type Classification
Ensures dimensional precision and consistent quality for subsequent deep drawing.
Boosts material utilization and production efficiency in mass manufacturing.
1.Blanking Die: A stamping die that separates a blank from a sheet metal along a closed contour.
2. Circle Blanking Die: General standard term, specifically referring to a blanking die for punching circular blanks.
3. LPG Cylinder Head Blanking Die: Special term in the gas cylinder industry, as the circular blanks are used for subsequent drawing into the upper and lower heads of cylinders.
Common Names in Factories / Workshops:
Circle blanking die / round blanking die
Head blanking die / head cutting die
Disc punching die / circular disc stamping die
Structural Type Classification
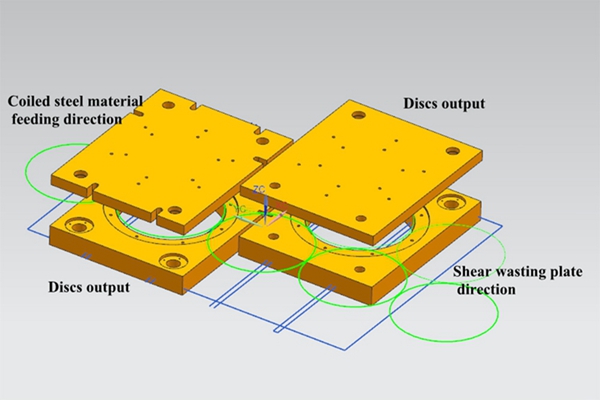
Single & double-operation blanking die: Only used for punching circular blanks.